Unter diesem Menuepunkt können die Einstellungen fuer die Vakuumueberwachung eingestellt werden.
Kapiteluebersicht:
Siehe auch: Vakuumueberwachung-Parameter; Schema Bauteilaufnahme MX
ueber die Vakuum-Box können die Werte fuer jedes Tool editiert werden. Hier ist es möglich die Vakuumleerwert, die Toleranz des Leerwertes und das Vakuumlimit fuer Bauteile einzutragen. Ebenso kann hier die Vakuumueberwachung fuer einzelne Tools ein/ bzw. ausgeschaltet werden. Nach dem Ändern von Daten muss die Eingabe durch den gruenen Hacken am unteren Ende des Fensters bestätigt werden.
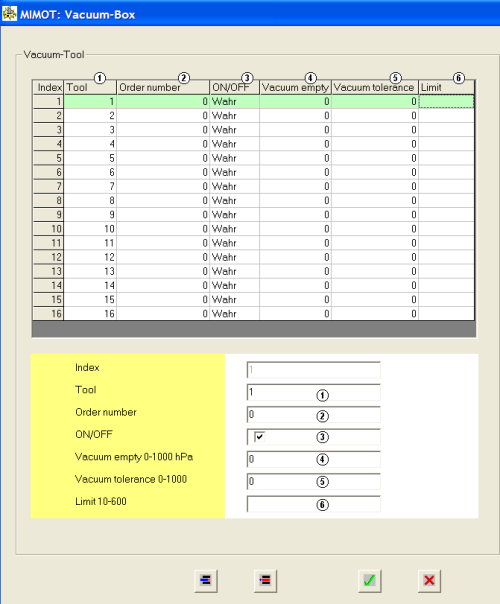
| Nr. | Parameter | Format / Anzahl Zeichen | Erklärung |
| 1 | Werkzeug | xx | Nummer des Tools |
| 2 | Bestellnummer | xxxxxx | Bestellnummer des Tools |
| 3 | Ein / Aus | Ein- bzw. Ausschalten der Vakuumueberwachung fuer das ausgewählte Tool | |
| 4 | Vakuum Leer | xxx | Leerwert des Vakuums beim ausgewähltem Tool (siehe auch Ermittlung des Leerwertes eines Tools) |
| 5 | Vakuum Toleranz | xxx | Toleranz des Leerwertes beim ausgewähltem Tool (Standard: 150 max. 250) |
| 6 | Grenzwert | xxx | Differenzwert zwischen Vakuum am leeren Tool und Vakuum am Tool mit aufgenommenen Bauteil. Nur bei der MX wird anhand dieses Wertes geprueft ob ein Bauteil vorhanden ist, bevor die Nadel nach dem Aufnehmen wieder hoch fährt. (Toolabhängig Standard: 30) |
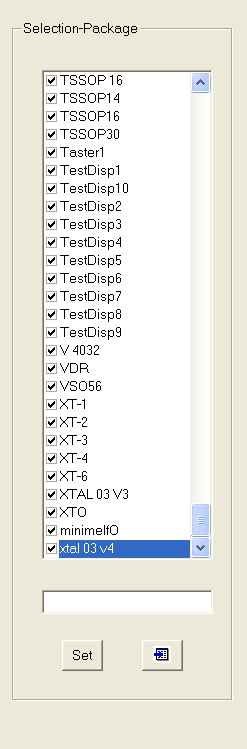
Auswahl der ueberwachten Bauformen
Im rechten Bereich des Fenster befindet sich die Auswahl-Bauform hier kann fuer jede Bauform die Vakuumueberwachung ein/ bzw. ausgeschaltet werden. Jede Bauform mit einem Haken wird ueberwacht. Sollen die Einstellungen uebernommen werden muss der Button "Set" angeklickt werden.
Ermittlung des Leerwertes eines Tools
Advantage:
An der Maschine das Tool an einer Nadel befestigen z.B. Kopf vorne, Nadel 1.
Nun in das Menue Luft/Vakuum der Nadel 1, Kopf vorne wechseln. ueber folgende Buttons gelangen Sie in dieses Menue:
 ->
-> ->
-> ->
-> ->
-> ->
->
Jetzt das Vakuum einschalten (1). Nun von 1000 hPa (Umgebungsdruck) den angezeigten Wert des Restdrucks im Feld (2) abziehen. Z.B. bei einen Restdruck von 450 hPa ergibt sich ein Vakuumleerwert von 550 hPa.
Dies mit mehreren Tools des gleichen Typs durchfuehren und von diesen Werten einen Mittelwert bilden. Dieser Wert wird im MimExplorer eingetragen.

MX:
An der Maschine das Tool an einer Nadel befestigen z.B. Kopf links, Nadel 1.
Nun das Diagnose Fenster öffnen.
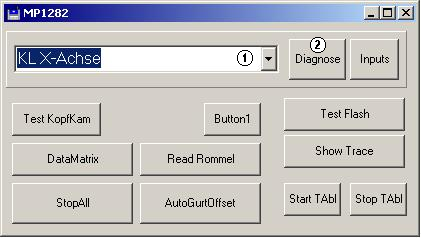
Mit Hilfe des Drop-down Menues (1) den Kopf links, Nadel 1 auswählen. Danach den Button Diagnose (2) betätigen. Es öffnet sich das Diagnosefenster:
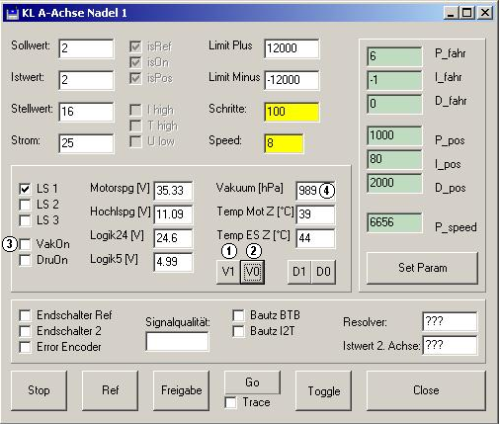
Nun das Vakuumventil durch Druecken des V1 Button (1) öffnen. Der Zustand des Ventils wird ueber die Checkbox VakOn (3) angezeigt. Ist der Haken gesetzt so ist das Vakuumventil geöffnet. Im Feld Vakuum (4) wird der Restdruck angezeigt. Dieser Wert ist wie bei der Advantage von 1000 hPa abzuziehen. Das Vakuum kann nun ueber den Button V0 (2) wieder ausgeschaltet werden.
Dies mit mehreren Tools des gleichen Typs durchfuehren und von diesen Werten einen Mittelwert bilden. Der Wert muss nun im MimExplorer eingetragen werden.
Ermittlung des Korrekturwertes an der Advantage (MP1260.1)
Um den Korrekturwert an Vakuumueberwachung einzustellen geht man wie folgt vor:
An den Bestueckköpfen alle Tools entfernen und alle Bauteile abwerfen damit alle Vakuumventile geschlossen sind. Dazu gehen Sie folgt vor:
 ->
-> ->
->
Es öffnet sich folgendes Fenster:
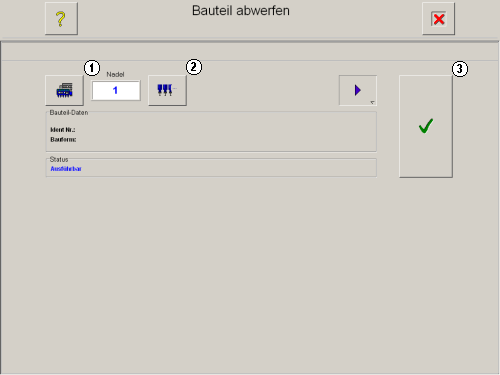
Mit dem ersten Button(1) den entsprechenden Kopf auswählen, danach den Button(2) auswählen damit sind dann alle Nadel ausgewählt. Nun den gruenen Haken(3) auswählen. Diesen Vorgang fuer beide Köpfe durchfuehren.
Nun geht man in das Diagnosemenue der ersten Nadel, Kopf vorne:
->->->->->
Im Diagnosemenue nun das Vakuumventil(1) betätigen.
Der angezeigte Wert(2) sollte nun um die 800 hPa liegen. Ist dies nicht der Fall muss eine Korrektur in der Masch.ini erfolgen.
In der Masch.ini finden Sie folgende Eintraege:
; Offsets für Vacuum Überwachung Referenzwert = 800
[maschine]
NVacCal1V>=800,800,800,800,800,800
NVacCal2V>=350,350,350,350,350,350
NVacCal1H=800,800,800,800,800,800
NVacCal2H=350,350,350,350,350,350
; KorrVakNV=0,0,0,0,0 ; alte Kalibriermethode nicht mehr verwenden
; KorrVakNH=0,0,0,0,0 ; alte Kalibriermethode nicht mehr verwenden
Ab der Software Version 2.2.2.8 werden die Korrekturwerte wie bei der MX ermittelt. Es werden pro Nadel jeweils der Restdruck ohne Tool und mit einem 0402 Tool (Tool 111421 proAlpha101504) erfasst. Diese Werte werden in der Masch.ini in den Zeilen mit NVacCal1V bzw. NVacCal2V fuer Kopf vorne und NVacCal1H bzw. NVacCal2H fuer den hinteren Kopf eingetragen.
Diese Korrekturwerte werden von ganz links => Nadel 1 nach rechts => Nadel 5 eingetragen der 6 Wert wird benötigt wenn eine Langhubnadel in der Maschine verbaut ist dies gilt fuer Kopf vorne sowie fuer Kopf hinten.
KorrVakNV steht fuer die Nadeln des vorderen Kopfes und KorrVakNH fuer die hinteren Nadeln. Die Werte der einzelnen Nadel werden durch Kommata separiert. Wird zum Beispiel fuer die Nadel 1 Kopf vorne ein Restdruckwert von 823 hPa ermittelt so muss ein KorrVak von -23 hPa eingetragen werden (823 hPa - 23 hPa = 800 hPa). Wird ein Restdruckwert von 754 hPa ermittelt so muss ein KorrVak von 46hPa eingetragen werden (754 hPa + 46 hPa = 800 hPa). Dieser Vorgang ist fuer alle Nadeln und beide Köpfe durchzufuehren. Sind alle Werte in der Masch.ini eingetragen so muss die Maschinensoftware neu gestartet werden.
Ermittlung des Korrekturwertes an der MX
Um den Korrekturwert an Vakuumueberwachung einzustellen geht man wie folgt vor:
An den Bestueckköpfen alle Tools entfernen und alle Bauteile abwerfen damit alle Vakuumventile geschlossen sind. Dazu gehen Sie folgt vor:
->->
Es öffnet sich folgendes Fenster:
Mit dem ersten Button (1) den entsprechenden Kopf auswählen, danach den Button (2) auswählen damit sind dann alle Nadel ausgewählt. Nun den gruenen Haken(3) auswählen. Diesen Vorgang fuer beide Köpfe durchfuehren.
Vor dem Referenzlauf das Diagnose Fenster öffnen.
Mit Hilfe des Drop-down Menues (1) den Kopf links, Nadel 1 auswählen. Danach den Button Diagnose (2) betätigen. Es öffnet sich das Diagnosefenster:
Nun das Vakuumventil durch Druecken des V1 Button (1) öffnen. Der Zustand des Ventils wird ueber die Checkbox VakOn (3) angezeigt. Ist der Haken gesetzt so ist das Vakuumventil geöffnet. Im Feld Vakuum (4) wird der Restdruckwert angezeigt. Diesen Wert in der Masch.ini in der Zeile NVacCal1 eintragen. Als nächstes wird ein 0402 Tool (Tool 111421 proAlpha101504) an der Nadel befestigt und wiederum der Restdruckwert gemessen. Der Wert wird in der Masch.ini in der Zeile NVacCal2 eingetragen. Diese beiden Werte, der Nadelleerwert und der Toolleerwert, muessen fuer jede Nadel an beiden Köpfen ermittelt und in die Masch.ini eingetragen werden. Wichtig ist das das Vakuum nach der Messung ueber den Button V0 (2) wieder ausgeschaltet wird.
In der Masch.ini finden Sie unter der Gruppe KopfLinks und KopfRechts die Einträge NVacCal1 und NVacCal2:
[KopfLinks]
Vorh=1
NadelnVorh=1,1,1,1 ;N1,N2,N3,N4
NVacCal1=778,809,784,800
NVacCal2=450,454,456,468
MessMNP=0 ;1=Maschinennullpunkt im Ablauf vermessen
DropX=-597.23
DropY=489.93
OpticsFront=4 ;Optik auf vorderer Maschinenseite: 0=keine, 2=2fach, 4=4fach
OpticsRear=4 ;Optik auf hinterer Maschinenseite: 0=keine, 2=2fach, 4=4fach
TypYAchse=1 ;0=Stahlseil
;1=Flachriemen
TypXAchse=1 ;0=Stahlseil
;1=Flachriemen
TraystationAllowed=0
[KopfRechts]
Vorh=1
NadelnVorh=1,1,1,1 ;N1,N2,N3,N4
NVacCal1=710,735,729,757
NVacCal2=437,443,448,400
MessMNP=0 ;1=Maschinennullpunkt im Ablauf vermessen
DropX=600.09
DropY=485.09
OpticsFront=4 ;Optik auf vorderer Maschinenseite: 0=keine, 2=2fach, 4=4fach
OpticsRear=2 ;Optik auf hinterer Maschinenseite: 0=keine, 2=2fach, 4=4fach
TypYAchse=1 ;0=Stahlseil
;1=Flachriemen
TypXAchse=1 ;0=Stahlseil
;1=Flachriemen
TraystationAllowed=1
Beim Eintrag NVacCal1 werden die Nadelleerwerte und unter NVacCal2 werden die Toolleerwerte eingetragen. Es gilt die Reihenfolge von links nach rechts, beginnend mit Nadel 1 bis Nadel 4.
Nun muss die Maschinensoftware neu gestartet werden und der Referenzlauf kann durchgefuehrt werden. Man kann nun im Diagnosemenue die Restdruckwerte kontrollieren. Der Nadelleerwert sollte 800 hPa und der Toolleerwert sollte 350 hPa betragen.
Ermittlung des Korrekturwertes an der MX/ MB300:
ab Software-Version: 2.6.1.4814
Um den Korrekturwert an der Vakuumueberwachung einzustellen geht man wie folgt vor:
An den Bestueckköpfen alle Tools entfernen und alle Bauteile abwerfen damit alle Vakuumventile geschlossen sind. (siehe Ermittlung des Korrekturwertes an der MX)
An dem Kopf wo die Ermittlung des Korrekturwertes durchgefuehrt werden soll, muss ein Saugstueck 2x 0,4 HM Quadrat (proAlpha Nr. 101504) in die Toolbox eingelegt werden und unter Hauptmenue -> Einstellungen -> Toolbox eingetragen werden.
Die Nummer dieses Saugstueck (z.B. Tool Nr.1) muss in der Masch.ini unter dem Absatz [Maschine] bei dem Eintag VacCalibTool eingetragen sein.
z.B. VacCalibTool= 1
Ermittlung des Korrekturwertes:
 ->
->
 ->
-> ->
->

Es öffnet sich folgendes Fenster:
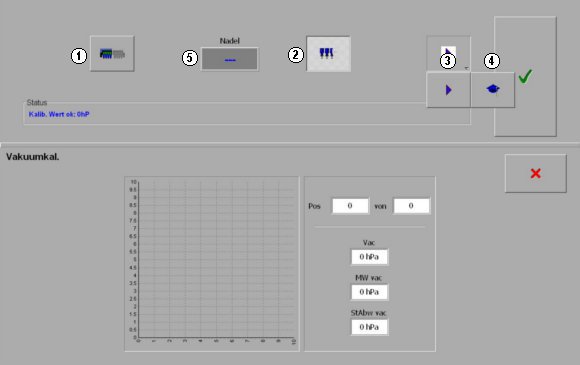
Mit dem Button (1) den entsprechenden Kopf auswählen, danach den Button (2) betätigen damit sind alle Nadeln fuer diesen Kopf ausgewählt. ueber Button (4) den Lerne- Modus auswählen
Die Kalibrierung startet durch die Bestätigung ueber den gruenen Haken.
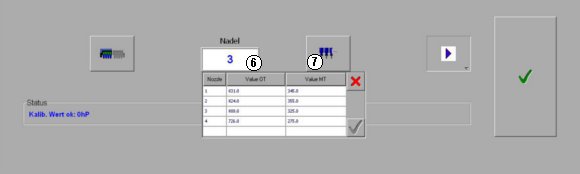
Korrektur- Werte kontrollieren:
Mit dem Button (1) den entsprechenden Kopf auswählen. ueber den Button (3) in den Step Modus wächseln. Durch betätigen des Anzeigefensters (5) öffnet sich eine Tabelle in der die ermittelten korrigierten Leerwerte der einzelnen Nadeln angezeigt werden. Die Spalte (6) Value OT zeigt den den Nadelleerwert, dieser sollte bei einem Wert von 800 hPa +/- 50 hPa liegen. Die Spalte (7) Value MT zeigt den Toolleerwert dieser sollte bei 350 hPa +/- 50 hPa liegen.