In diesem Kapitel lernen Sie die Funktion vom MIMCal kennen. Dieses Programm ist Grundlage fuer die MFU (Maschinen-Fähigkeits-Untersuchung)
Kapiteluebersicht:
1.
Einstellungen fuer MFU
2.
Auswertung der Messungen
3.
Nadelwerte Anzeigen
4.
Trend der X-/Y-/A-Abweichung
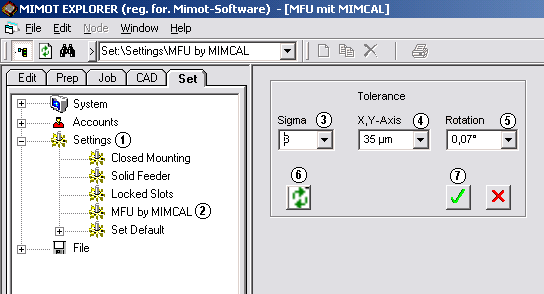
1 - Unter "Set" - "Einstellungen" können Sie den Menuepunkt 2 "MFU mit MIMCal" auswählen.
3 - Mit dem Wert von Sigma geben Sie ein Toleranzfenster vor: 3 Sigma = große Toleranz, 6 Sigma = kleine Toleranz.
4 - Toleranz in X-, Y-Richtung
5 - Toleranz des Winkels in Grad
6 - Aktualisieren der Toleranzen
7 - Eingabewerte uebernehmen
Wert ermitteln:
Die Maschine bestueckt zyklisch den Glasbaustein mit der Funktion
 , dieses
ist die Grundlage fuer die MFU-Untersuchung. Die Datei wird in das Verzeichnis MIMOT_1/SYSMAP/MFUKON1.TXT geschrieben.
, dieses
ist die Grundlage fuer die MFU-Untersuchung. Die Datei wird in das Verzeichnis MIMOT_1/SYSMAP/MFUKON1.TXT geschrieben.
Auswertung der Messungen:
hoch
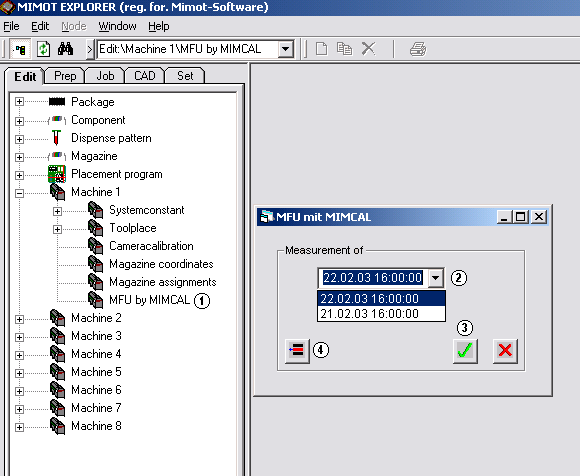
1 - Bei dem Programmmodul EDIT finden Sie die Option "MFU durch MIMCal"
2 - Im Auswahlfenster findet man die Messungen nach Datum und Uhrzeit sortiert
3 - Eingaben uebernehmen
4 - Messungen löschen.
Sie sehen nun folgendes Bild:
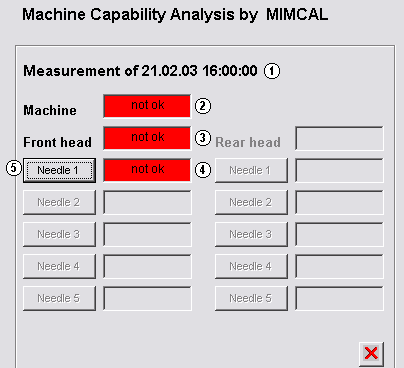
1 - Datum und Uhrzeit der Messung
2 - Maschine Zustand
3 - Kopf Zustand
4 - Nadel Zustand
5 - Nadelwerte Anzeigen
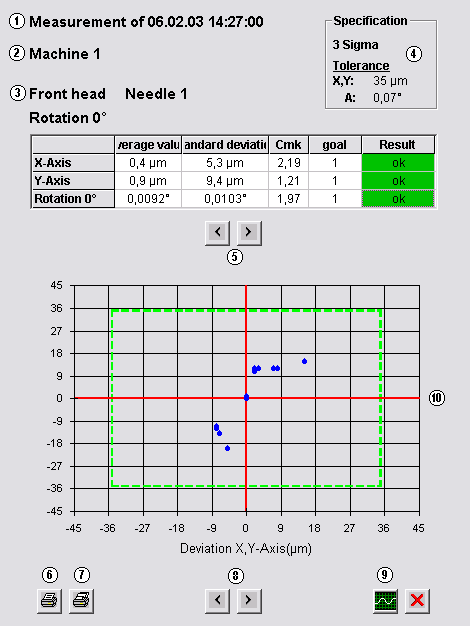
Es folgt diese Darstellung:
1 - Messung mit Datum und Uhrzeit
2 - Maschinen Nummer
3 - Kopf und Nadel Bezeichnung mit der Winkelangabe
4 - Toleranzen, die Sie mit SET spezifiziert haben
5 - Umschaltknopf fuer die verschiedenen Winkel
6 - Druckerausgabe
7 - Druckereinstellungen
8 - neue Nadel auswählen
9 - Zeitabhängige Darstellung von Messung und Nadel
10 - Diagramm der Abweichung in X und Y
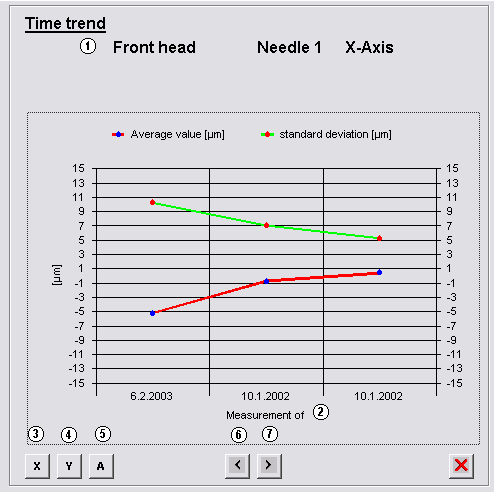
Wenn Sie auf 9 klicken können Sie Folgendes sehen:
1 - Bezeichnung der Achsen
2 - Datum der unterschiedlichen Messungen
3 - X-Werte der Achse
4 - Y-Werte der Achse
5 - A-Werte der Achse
6 - Zur vorherige Nadel wechseln
7 - Zur nächsten Nadel wechseln
Mit Hilfe von MIMOT Mitarbeitern können so Rueckschluesse auf Maschinenfehler gezogen werden.