
Kapiteluebersicht:
| MX 108 Typ 1282.1 | MX 216 Typ 1282.1 | |
|
Anzahl Bestueckportale |
2 | |
|
Anzahl Bestueckköpfe |
2 Bestueckkopfmodule mit je 4 Bestueckköpfen | |
| Bestueckleistung | max. 24000 nach IPC | |
| Gewicht [Kg] | 4000 | 4000 |
| Feeder plätze S8 Spuren [Stueck] |
108 | 216 |
|
Gewicht mit max. Feeder [Kg] |
4270 | 4540 |
| Länge [m] | 3,05 | 3,05 |
| Breite [m] | 1,6 | 1,6 |
| Höhe [m] | 1,4 | 1,4 |
| Fläche [m²] | 4,88 | 4,88 |
| Transporthöhe der Leiterplatte in mm | 960 - 988 | 960 - 988 |
|
Gewicht/ Fläche [kg/m²] |
875 | 930 |
|
Leiterplatten Länge/Breite/ Dicke/max. Gewicht |
50-535mm/50-400mm/0,5-4,0mm/2kg | 50-535mm/50-400mm/0,5-4,0mm/2kg |
| Bauteilspektrum |
01005 bis 55 x 55 mm (optional größer -> Multishot) BGA, CSP, Flip-Chip, Exoten |
|
| Bauteilhöhe | max 25 mm ueber 25 mm | |
| Bauteilzentrierung | Fast Flash, Vision-on-the-Fly | |
| Bestueckgenauigkeit | bis zu ± 35µm @ 4 Sigma | |
| Winkelgenauigkeit | 0,07 Grad @ 4 Sigma | |
| Wiederholgenauigkeit | 10 µm @ 4 Sigma | |
| Bauteilbereitstellung |
TRILIGENT Gurtfeeder in versch. Größen TRILIGENT Vibrationsfeeder in versch. Größen Sonderfeeder |
|
| Optionen |
Matrix Tray Changer fuer bis zu 25 Trays (max. 230 x 380 mm) Matrix Tray Shuttle manuell ACHTUNG MASCHINENMAßE ÄNDERN SICH |
|
| Hauptfarbe | RAL 9001 Altweiß | |
| Nebenfarbe | RAL 5002 Blau | |
| Schnittstelle | SMEMA | |
| Werkzeugwechsler: Bestücknestvariante |
Der Werkzeugwechsler kann 7 Werkzeuge aufnehmen Achtung: die max. Leiterplattenbreite ändert sich von 400mm auf 390mm |
|
| Werkzeugwechsler: Feederbankvariante |
Der Werkzeugwechsler kann 7 Werkzeuge aufnehmen Achtung: die Anzahl der Slotplätze reduziert sich jeweils um 12 Stück |
|
Elektroleitungen,- Druckluft,- und Vakuumeinfuehrungen MX 216 SL:

|
1 |
Seitenstuetzen |
Jeweils links und rechts. |
|
2 |
Leiterplattennest |
die Durchlaufrichtung der Platine ist Variable und kommt auf die Konfiguration der einzelnen maschinen an. |
|
3 |
Feederbanksegment-hinten |
Die Feederbänke sind in je nach Maschinentyp in mehrere Segmente unterteilt in diesem Fall zwei. |
|
4 |
Feederbanksegment-vorne |
|
|
5 |
Ein/Ausschalter |
Befindet sich an der Maschinenvoderseite. |
|
6 |
Kabeleinfuehrung |
Vergrößerte Darstellung. |
|
7 |
Seitenstuetze |
|
|
8 |
Belastungspunkt |
Hier kann mit einem langen Hubwagen oder einem Gabelstapler die Maschine angehoben werden. |
|
9 |
Kabeleinfuehrung |
In diesem bereich befinden sich die Kabeleinfuehrungen in der Seitenstuetze Vorsicht beim anheben. Befinden sich keine Schläuche oder Kabel in der Kabeleinfuehrung kann die Maschine auch hier angehoben werden. |

|
1 |
Maschinenfueße |
4 Fueße. Die Gewichts verteilung entnehmen sie der Tabelle fuer Maschinendaten. Max. Gewicht (mit Feeder) / Anzahl Fueße = Belastung pro Fuß. |
|
2 |
Kabeleinfuehrung |
Beim anheben der Maschine vorab Kontrollieren ob sich Kabel in diesem Bereich befinden um Beschädigungen zu vermeiden. |

|
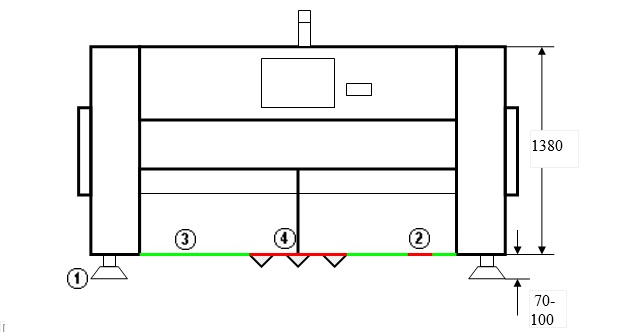
1 |
Maschinenfueße |
An jeder Ecke einer. |
|
2 |
Kabeleinfuehrungen |
Beim anheben der Maschine vorab Kontrollieren ob sich Kabel in diesem Bereich befinden um Beschädigungen zu vermeiden. |
|
3 |
Aufnahmeposition |
In den Gruen markierten bereichen befinden sich Tragende Streben des Maschinengehäuses. An diesen kann die Maschine angehoben werden. Vergewissern sie sich mit einem Blick unter die Maschine das sich keine Kabel oder Luftschläuche in diesen Bereichen befinden um Beschädigungen zu vermeiden. |
|
4 |
Stabilisatoren |
An dieser stelle darf die Maschine nicht angehoben werden. Unter der Maschine befinden sich, in dem rot markierten Bereich, Stabilisatoren um die Tragfähigkeit der Bleche zu erhöhen diese können das Gewicht der Maschine nicht tragen. siehe seitliche Skizze |
|
5 |
Belastungspunkt Seitlich |
Der gruene Pfeil markiert bis wohin der Hubwagen oder Gabelstapler eingeschoben werden darf. |
|
1 |
Maschinenfueße |
An jeder Ecke einer. |
|
2 |
Kabeleinfuehrungen |
Beim anheben der Maschine vorab Kontrollieren ob sich Kabel in diesem Bereich befinden um Beschädigungen zu vermeiden. |
|
3 |
Belastungspunkt |
In den Gruen markierten bereichen befinden sich Tragende Streben des Maschinengehäuses. An diesen kann die Maschine angehoben werden. Vergewissern sie sich mit einem Blick unter die Maschine das sich keine Kabel oder Luftschläuche in diesen Bereichen befinden um Beschädigungen zu vermeiden. |
|
4 |
Stabilisatoren |
Das Anheben der Maschine ist hier nicht möglich. |
Freiraum fuer Luftkissen, die ggf. fuer den Transport genutzt werden können. (diese können an allen vier Ecken der Maschine angebracht werden)
| MX 108 Typ 108 | MX 216 Typ 1282.1 | ||||
| Vakuumpumpe mit 2m Vakuumschlauch inklusive | JA | JA | |||
| Vakuumpumpe | * | * | |||
| Vakuumberreich/ Warnschwelle | 13kpa-22kpa/25kpa | 13kpa-22kpa/25kpa | |||
| *Vakuumpumpe SV1016 Busch | min 0.8bar 16m³/h/ Enddruck 150 hPa /
Drehzahl 1500min-1/ Schalldruck 61dB/ Gewicht 25Kg / L 436mm x B 256mm x
H 224mm Wir haben eine Musteranlage fuer Sie, die Unterlagen dazu können Sie separat anfordern |
||||
| *Vakuumpumpe Becker ohne Schallschutz | min 0.8bar 16m³/h/ Enddruck 100 hPa /
Drehzahl 1500min-1/ Schalldruck 61-63dB/ Gewicht 25Kg / L 436mm x B 256mm x
H 224mm Wir haben eine Musteranlage fuer Sie, die Unterlagen dazu können Sie separat anfordern |
||||
| *Vakuumpumpe Becker mit Schallschutz | min 0.8bar 16m³/h/ Enddruck 100 hPa /
Drehzahl 1500min-1/ Schalldruck 57 dB/ Gewicht 25Kg / L 506mm x B 356mm x
H 324mm Wir haben eine Musteranlage fuer Sie, die Unterlagen dazu können Sie separat anfordern |
||||
| MX 108 Typ 1282.1 | MX 216 Typ 1282.1 | |
| Sicherheits- klasse | IP20 | IP20 |
| elektrische Leistungsaufnahme | 3,8 KW | 3,8 KW |
| Nenn-spannung | 3 x 400V | 3 x 400V |
| Nenn-strom | 10 A | 10 A |
| cos | 0,93 | 0,93 |
| Hertz | 50 - 60 Hz | 50 - 60 Hz |
| Absicherung durch einen Leistungsschutz- schalter TYP C | 3 polig C 20A | 3 polig C 20A |
| Absischerung durch einen Fehlerstrom-schutzschalter/ FI | 4 polig 63A - 0,03mA | 4 polig 63A - 0,03mA |
| Abschluss M8 fuer Potentialausgleich an jeder Maschinenecke vorhanden | JA | JA |
| Berechnung Wärmebelastung durch die Maschinen | Quelle: Planungshilfen Lueftungstechnik (ISBN 3-7880-7779-4) | |
| Formel: F =(P*fa*fg)/h motor | P=elektrische Leistungsaufnahme des jeweiligen Maschinentyps | z.B 3,8KW |
| fa= Leistungssumme der Maschinen während der mittleren Arbeitszeit im Verhältnis zur maximalen Leistung | 0,8 | |
| fg = Gleichzeitigkeitsgrad | 0,7 | |
| h motor= mittleren Motorwirkungsgrad bei Maschinen | 0,8 | |
| F Maschine= Wärmebelastung durch Maschinen (hier im Beispiel MB200) | =2,7 KW | |
| Hinweis: | Zu beachten ist: Infolge der Variabilität und Flexibilität der Maschinenausruestung ist dieWärmebelastung mit hohen Unsicherheiten behaftet. Es ist zweckmäßig, sich sehr genaue, mit dem Auftraggeber bzw. Nutzer abgestimmte Kenntnisse ueber den zeitlichen Verlauf (Tag, Woche) und die maximalen und durchschnittlichen Werte zu verschaffen.Die Faktoren Auslastungsgrad und Gleichzeitigkeitsgrad beziehen sich auf die Wärmeabgabe der Maschinen und sind nur in grober Näherung dem „ technologischen“ Auslastungsgrad und Gleichzeitigkeitsgrad adäquat. | |
| MX 108 1282.1 | MX 216 1282.1 | |
| Luftschall | <70dB(A) | 70dB(A) |
| Druckluftanschluss Reinheitsklasse 5 oder besser-Auszug aus ISO8573:2001, Teil 1 Druck in bar/max. Ölgehalt/Partikelgröße(Staub)/Partikeldichte(Staub)/Restwasser/Drucktaupunkt ºC | ADV 21 Typ MP1260.2min. 1 bar - max. 6 bar/ 25mg/m³ Öl / 40µm PG/ 10mg/m³ PD/ 7,732 g/m³ Wasser/ +7 Tau | min. 1 bar - max. 6 bar/ 25mg/m³ Öl / 40µm PG/ 10mg/m³ PD/ 7,732 g/m³ Wasser/ +7 Tau |
| Druckluft Schlauch-anschluss | 1/2 Zoll | 1/2 Zoll |
| Druckluft-verbrauch Durchschnitt | 0,04 m³/min | 0,04 m³/min |
| 8 Airkissnadel mit Venturiduese Vollastbetrieb | ca. 200 Liter/min | ca. 200 Liter/min |
| 8 Aikissnadeln mit Venturiduese Mittelwert ueber 8h | ca. 110 Liter/min | ca. 110 Liter/min |
| 8 Airkissnadel mit Venturiduese Spitzenwert fuer ca. 2sec. | ca. 150 Liter/min | ca. 150 Liter/min |
| relative Luftfeuchte in % | 30% - 70% | 30% - 70% |
| Umgebungs-temparatur | 15 - 35° | 15 - 35° |
| Wir empfehlen vor jedem Bestueckautomaten eine Wartungseinheit mit Öl, Wasserabscheider und einem Partikelfilter mit 2 µm | ||
Bezugsquelle für Schwingungsdämpfer, die unter die
Maschinenfüße gelegt werden können.
https://www.bilz.ag
Sie erhalten hier einen Ueberblick, um den zeitlichen Wartungsaufwand an den MIMOT - Maschinen einschätzen zu koennen.
Die einzelnen Arbeiten sind in den Wartungsplaenen genauer beschrieben.
| Typ | Ausfuehrung | MX Typ 1282.1 | |||||||
| Vorbeugende Wartungsaufwendungen bei 3-Schichtbetrieb (24 Stunden/Tag) | |||||||||
| taeglich [min] 240 Tage/Jahr | Kunde | 3 min | |||||||
| woechentlich [min] 48 Wochen/Jahr | Kunde | 10 min | |||||||
| monatlich [min] 12 Wochen/Jahr | Kunde | 45 min | |||||||
| vierteljaehrlich 4 Quartale/Jahr | Kunde | 1 Std | |||||||
| halbjaehrlich 2 Semester/Jahr | Kunde | 2 Std | |||||||
| jaehrlich 1 Jahr/Jahr | MIMOT | 10 Std. | |||||||
| Summe [Std/Jahr] | 47 | ||||||||